塑料造粒机产量掉、黑点多?先检查螺杆和机筒这两个地方

做塑料回收这行的老板都清楚,设备买回去头几个月用得顺风顺水,可半年之后就发现,产量慢慢往下掉,颗粒表面开始出现黑点,严重时挤出的料条一拉就断,直接影响出货。很多人第一反应都是“温度没调好”或者“滤网该换了”,急着调整参数、更换配件,却没找对根源。
其实,80%的塑料造粒机后期质量问题,根源都在设备的“心脏”——螺杆和机筒(业内也叫炮筒)上。这两个核心部件配合到位,设备能多扛三五年;要是配合不当、材质选错,再大的电机功率也白费力气。咱们不扯虚的,纯从实际生产角度,跟大家聊透怎么选、怎么用、怎么判断该换了,帮大家少走弯路、减少损耗。
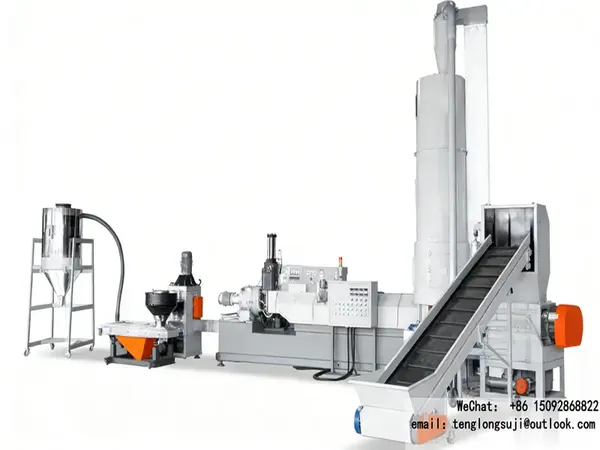
塑料造粒机
这两个东西配合好了,设备能多扛三五年;配合不好,或者材质选错了,再大的电机功率也是白搭。咱们今天不扯虚的,直接从实际生产角度,聊聊怎么选、怎么用、怎么判断它该换了。
一、先说结论:螺杆和机筒,到底影响什么?
说白了,塑料造粒机的核心工作,就是把塑料废料吃进去、熔化成熔融态、再挤出成型变成颗粒,整个过程全靠螺杆在机筒内高速旋转来完成。
螺杆负责推、压、剪:废料从进料口进入后,靠螺杆螺纹向前推送,越推越紧,摩擦生热配合外部加热,慢慢从固态变成均匀糊状(熔融态),确保物料充分塑化。
机筒负责兜住、控温:作为固定腔体,机筒外部套着加热圈,精准稳住温度,为物料熔融提供稳定的温度环境,避免物料因温度波动出现碳化、烧糊。
你可能会问:“不就一根轴和一个筒吗,能有多大差别?”
差别大到超出预期。同功率的一台塑料造粒机,就因为螺杆设计和配合间隙不同,有的厂家能做到1200kg/h,有的只能做到800kg/h。颗粒品质差距更明显,好的颗粒和新料别无二致,差的带黑点、带气泡,下游客户直接拒收,白白浪费原料和产能。
核心指标就一个:配合间隙。正常间隙控制在0.1-0.3mm之间;一旦大于0.5mm,物料会出现回漏现象,产量至少下降20%,而且物料在间隙内长期高温受热,会碳化形成黑点,混进颗粒中影响品质。
二、螺杆材质怎么选?别只看价格,适配才重要
很多老板买设备,只盯着塑料造粒机的电机功率和产量,觉得“力气大就能干好活”,却忽略了螺杆材质这个关键。等半年后拆出螺杆,发现螺纹磨成刀片状,才知道吃了亏、多花了冤枉钱。
咱们结合回收物料类型,分两种情况给大家讲,精准适配不浪费:
- 常规回收:PE农膜、PP编织袋、ABS机壳
这类废料里难免夹杂沙子、灰尘、标签纸等杂质,选用38CrMoAlA氮化钢就完全够用。这种材质表面经过氮化处理后,硬度可达HRC60以上,芯部有韧性,正常使用两年,磨损不超过0.2mm,性价比高、易维修,完全能满足常规回收需求。
一台生产稳定的塑料造粒机,标配就是这种材质的螺杆,不用多花钱,耐磨性、实用性都能跟上生产节奏。
- 高填充、高硬度废料:玻纤增强塑料、含金属粉的工程塑料
这类废料硬度高、杂质多,普通螺杆根本顶不住,必须选用双金属螺杆——表面喷涂碳化钨。虽然价格比普通螺杆贵一倍左右,但使用寿命是普通螺杆的3-5倍。算一笔账:换一次螺杆,停机两天、支付拆装人工、耽误的产能,总花费远超过材质差价,反而更划算。
教大家一个土办法判断是否该换:同样的原料、同样的温度和转速,产量比正常值低15%以上,且颗粒明显发黑,排除其他问题后,基本就是螺杆磨损或机筒内壁结垢了。
三、欧美 vs 东南亚:螺杆设计为什么不一样?
大家可能注意到,不同国家用的塑料造粒机,螺杆外观看着相似,但细节差异很大,这不是随意改动的,而是根据当地物料特性和市场需求定制的,精准适配不同场景。
欧美市场(高端机型):
核心需求:颗粒纯度高、杂质少,可用于注塑、拉丝,品质要求严苛。
螺杆长径比设计为28:1到30:1,螺杆更长,物料在机筒内停留时间更长,熔融更充分、更均匀,避免出现杂质和烧糊问题。
机筒配备分区温控,每一段可独立调温,处理热敏性PET、高填充料时,不会出现碳化、烧糊,保障颗粒品质。
塑料造粒机
东南亚及新兴市场(经济型机型):
核心需求:产量大、皮实耐造、维修便捷,控制生产成本。
螺杆长径比设计为25:1到28:1,螺杆更短,物料停留时间短,不易碳化,且螺杆刚性更好,不易弯曲损坏。
机筒采用一体式加热,结构简单,加热圈损坏后可直接更换,成本低、维修快,适配当地高频次、高产能的生产需求。
给你的建议:如果处理的物料较杂、经常换品种,选长径比28:1左右的,适应性更强;如果只做单一物料、追求高产能,选25:1-28:1的,更皮实、不易出问题。
四、日常维护:记住3点,延长螺杆机筒寿命
再好的配件,不注重日常维护,也会加速损耗。分享3个实操技巧,帮大家延长塑料造粒机螺杆和机筒的使用寿命:
- 每月测一次配合间隙,做好记录,发现间隙持续变大,及时调整或更换配件;
- 每季度清理一次机筒内壁,避免积碳结垢,减少黑点产生;
- 停机前10分钟停止进料,让螺杆将机筒内物料全部挤出,避免物料残留碳化。
最后提醒大家:做塑料回收,塑料造粒机的产量和颗粒品质,从来不是靠电机功率决定的,核心在螺杆和机筒的配合与材质。选对、用好这两个核心部件,不仅能减少黑点、稳定产量,还能延长设备整体使用寿命,多赚真金白银。
如果你不确定自己的螺杆机筒是否适配,或者不知道该换哪种材质,可拍照发给我们,免费帮你判断磨损等级、推荐适配材质。
WhatsApp / 微信:+86 15092868822(添加时备注“螺杆咨询”,优先处理)





